
היץ שרינק ויטאָבוס-באַר ינסאַליישאַן טובינג

אַפּפּליקאַטיאָן
געוויינט אין מיטל וואָולטידזש סאַבסטיישאַנז אַרויף צו 36קוו צו רעדוצירן עלעקטריק רעשוס און פאַרגרעסערן ינסאַליישאַן צווישן ויטאָבוס באַרס
שטריך
1.אַנטי-טראַקינג
2.עקסעלענט קעראָוזשאַן קעגנשטעל
3.UV קעגנשטעל און וועדערינג קעגנשטעל
4.Superior עלעקטריקאַל און מעטשאַניקאַל פּראָפּערטיעס פאָרשטעלונג.
די פּראָדוקציע פון היץ שרינגקאַבלע טובינג מוזן ערשטער אויסקלייַבן די צונעמען מאַסטערבאַטש, און דעמאָלט אויסקלייַבן די אַגזיליערי מאַטעריאַלס צו פּראָדוצירן ספּעציפיש
די טערמאַל האָוסינג קייסינג.
1. דער פּראָדוקציע פּראָצעס פון היץ שרינגקאַבלע רער איז פירסטלי די פּראָדוקציע פון פּאָליענע ליטש מאַסטערבאַטש: קאַמביינינג פאַרשידן פּאָליענע ליטש באַזע מאַטעריאַלס מיט פאַרשידן פאַנגקשאַנאַל אַגזיליערי מאַטעריאַלס
די מאַטעריאַלס זענען ווייד לויט די פאָרמולע פאַרהעלטעניש און דעמאָלט געמישט: די געמישט מאַטעריאַלס זענען שטעלן אין אַ צווילינג-שרויף עקסטרודער און פּעללעטיזעד צו פּראָדוצירן אַ פּאָליענע ליטש פאַנגקשאַנאַל מאַסטערבאַטש.
2. פּראָדוקט מאָלדינג פּראָצעס: לויט די פאָרעם פון די פּראָדוקט, צוויי מעטהאָדס פון איין שרויף יקסטרוזשאַן און ינדזשעקשאַן מאָלדינג קענען זיין געוויינט.
פֿאַר פּראַסעסינג און פּראָדוקציע:
1. איין-שרויף יקסטרוזשאַן טיפּ: דער הויפּט געניצט פֿאַר יקסטרוזשאַן מאָלדינג פון היץ זינקען פּייפּס, אַזאַ ווי איין-וואַנט היץ-שרינקאַבלע טובז, טאָפּל-וואַנט היץ-שרינקאַבלע טובז מיט קליי, און מיטל גרעב
וואַנט היץ זינקען פּייפּס, הויך דרוק בוסבאַר היץ זינקען פּייפּס, הויך טעמפּעראַטור היץ שרינקאַבלע פּייפּס און אנדערע פּראָדוקטן זענען אַלע פּראַסעסט און געשאפן דורך איין שרויף יקסטרוזשאַן.
די היץ-שרינקאַבלע רער פּראָדוקציע שורה זאָל האָבן די פאלגענדע ויסריכט: עקסטרודער (היץ זינקען רער פאָרמינג), פּראָדוקציע פורעם, קאָאָלינג וואַסער טאַנק, שפּאַנונג מיטל, און
דיסק מיטל, עטק.
2. ינדזשעקשאַן מאָלדינג: דער הויפּט געניצט פֿאַר די פּראָדוקציע פון היץ-שרינקאַבלע ספּעציעל-שייפּט טיילן, אַזאַ ווי היץ זינקען קאַפּס, היץ-שרינגקאַבלע שירעם סקערץ, היץ-שרינקאַבלע פינגער קאָץ און אנדערע פּראָדוקטן
זיי אַלע נוצן ינדזשעקשאַן מאָלדינג, און פּראָדוקציע ויסריכט זאָל אַרייַננעמען ינדזשעקשאַן מאָלדינג מאשינען און ינדזשעקשאַן מאָולדז.
3. דער ווייַטער וויכטיק שריט איז ראַדיאַציע קרייַז-לינקינג.די פּראָדוקטן געשאפן דורך יקסטרוזשאַן אָדער ינדזשעקשאַן מאָלדינג זענען נאָך לינעאַר מאָלעקולאַר סטראַקטשערז.
סטרוקטור, די פּראָדוקט האט נישט נאָך האָבן די "זיקאָרן פֿונקציע", און די פאָרשטעלונג פון טעמפּעראַטור קעגנשטעל, יידזשינג קעגנשטעל און טראָגן קעגנשטעל איז נישט גענוג.
טוישן די מאָלעקולאַר סטרוקטור פון די פּראָדוקט.דער אופֿן וואָס מיר יוזשאַוואַלי נוצן איז ראַדיאַציע קראָססלינקינג מאָדיפיקאַטיאָן: עלעקטראָן אַקסעלעראַטאָר ראַדיאַציע קראָססלינקינג, קאָבאַלט מקור ראַדיאַציע
קראָס-לינקינג, פּעראַקסייד כעמישער קרייַז-לינקינג, אין דעם צייַט די מאַלאַקיול ענדערונגען פון אַ לינעאַר מאָלעקולאַר סטרוקטור צו אַ נעץ סטרוקטור.עקסטרודעד פּראָדוקטן זענען גייט פארביי
נאָך קרייַז-לינקינג, עס האט אַ "זיקאָרן ווירקונג", וואָס זייער ימפּרוווז די טעמפּעראַטור קעגנשטעל, מעטשאַניקאַל פּראָפּערטיעס און כעמישער פּראָפּערטיעס פון די היץ שרינקאַבלע רער.די ספּעציפיש טיש
איצט די היץ זינקען רער האט געביטן פון די שטאַט פון טאָלעראַנץ צו ינקאַמפּאַטאַבאַל, יידזשינג קעגנשטעל, אַברייזשאַן קעגנשטעל און כעמישער קעראָוזשאַן קעגנשטעל.
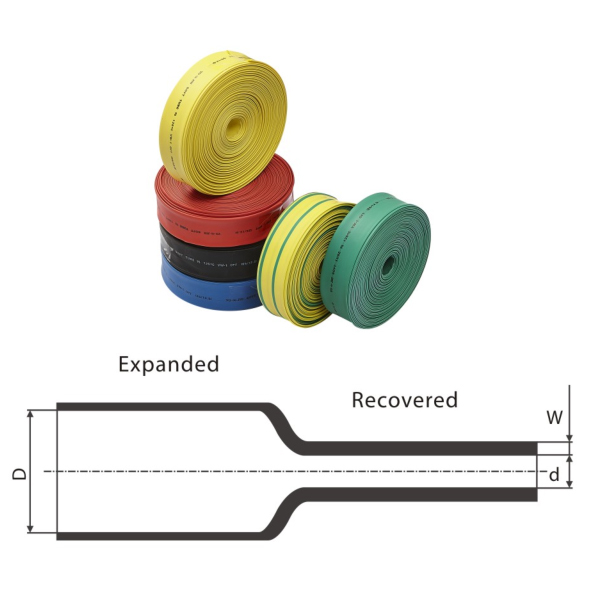
4. יקספּאַנשאַן מאָלדינג: די פּראָדוקט מאַדאַפייד דורך ראַדיאַציע קראָססלינקינג האט שוין אַ "פאָרעם זכּרון ווירקונג", און עס האט אַ הויך
ניט-מעלטינג פאָרשטעלונג אונטער טעמפּעראַטור.נאָך באַהיצונג בייַ הויך טעמפּעראַטור, וואַקוום בלאָוינג און קאָאָלינג, עס ווערט די פאַרטיק היץ שרינגקאַבלע רער, און דעמאָלט לויט די רער
די פאַקטיש סיטואַציע פון די פאַרטיק פּראָדוקט פּאַקקאַגינג און קלאָוזינג קענען אויך זיין שנייַדן און געדרוקט לויט צו קונה דאַרף.נייטראַל נאָרמאַל פּאַקקאַגינג איז אויך בנימצא.
פאָרשטעלונג
| טעסט | טעסט מעטאָד | פאָדערונג |
| טענסאַל שטאַרקייַט | ASTM D 2671 | ≥11.8מפּאַ |
| ילאָנגגיישאַן בייַ ברעכן | ASTM D 2671 | 700% |
| טענסאַל שטאַרקייַט נאָך היץ יידזשינג | ASTM D 2671/120 ℃, 168 小 ה | ≥10מפּאַ |
| ילאָנגגיישאַן אין ברעכן נאָך היץ יידזשינג | ASTM D 2671/120 ℃, 168 ה | ≥500% |
| לאַנדזשאַטודאַנאַל שרינגקידזש | ASTM D 2671 | 0 צו 10% |
| עלעקטריקאַל שטאַרקייַט | IEC 243 | ≥20קוו/מם |
| דיעלעקטריק קעסיידערדיק | IEC 250 | 3.0 מאַקס |
| באַנד רעסיסטיוויטי | IEC 93 | 1013Ω.cm |
| פלאַם ריטאַרדאַנסי (זויערשטאָף אינדעקס) | ASTM 4589 | ≥25 |
| קופּער קעראָוסיוו 120 ° C, 168 שעה | ASTM D 2671 | פאָרן |
| נידעריק טעמפּעראַטור בריטטלענעסס -40 ° C, 4 שעה | ASTM D 2671 | קיין פּלאַצן |
| וואַסער אַבזאָרפּשאַן קורס | ISO 62/23℃, 14 טעג | ≤0.5% |

ק: קענען איר העלפֿן אונדז ימפּראָט און אַרויספירן?
A: מיר וועלן האָבן אַ פאַכמאַן מאַנשאַפֿט צו דינען איר.
ק: וואָס זענען די סערטיפיקאַץ טאָן איר האָבן?
Aמיר האָבן סערטיפיקאַץ פון ISO, CE, BV, SGS.
ק: וואָס איז דיין וואָראַנטי פּעריאָד?
A:1 יאָר אין אַלגעמיין.
ק: קענען איר טאָן אָעם סערוויס?
A:יא מיר קענען.
ק: וואָס איר פירן צייט?
A: אונדזער נאָרמאַל מאָדעלס זענען אין לאַגער, ווי פֿאַר גרויס אָרדערס, עס נעמט וועגן 15 טעג.
ק: קענען איר צושטעלן פריי סאַמפּאַלז?
A: יאָ, ביטע קאָנטאַקט אונדז צו וויסן די מוסטער פּאָליטיק.





